Generated Gcode with Eagle –> pcb-gcode.ulp
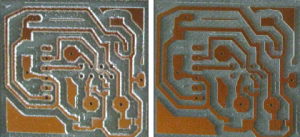
It’s very important to have a clamp with a run out (circulation) as small as possible. See picture bellow (left I used a bad clamp and on the right a good one). With same mill
PCB on the right has been milled with about double feed rate
Used tool 60° VHM Mill
Generation Options
Feed rate X,Y: 500mm/s
Spot drill holes: -0.55mm
Minimum: 0.0254mm
Maximum: 1.6mm
Step Size: 0.127mm
Maschine Z Down: -0.2mm
Tool Dia: 0.23094mm
–> dependend on ZDown and Mill° (60° and -0.2) –> Calculated –> (tan(30°)*2)*ZDown= 0.23094mm
| Angle ° | Z Down (-) | Tool Dia |
|---|---|---|
| 60° | 0.2mm | 0.23094mm |
| 60° | 0.15mm | 0.17324mm |
| 30° | 0.2mm | 0.10718mm |
| 30° | 0.15mm | 0.08038mm |
GCode Style
–> Mach3
{kind=link}